
Mobile MRO Solution
reduce emergency downtime, increase the efficiency of operating staff by automating operative monitoring
MRO Issues
MRO Issues
Conservative approach
Other tasks
1/3 work accidents
human factor

20–50 million rubles per year
emergency downtime losses of one large industrial enterprise (underproduction + damage limitation costs)

20–50 million rubles per year
payroll overrun for operating staff due to inefficient time use
Paper media
record books, schedules, work orders and other non-systemic monitoring methods without regular checking and accounting
Subjectiveness
personnel evaluates deviations subjectively that inevitably affect the monitoring quality and it`s completeness
Unreliability
personnel is aware that the fact of control itself is difficult to verify thus records are often made nominally.
Difficult analysis
numerous data from paper media is almost impossible to systematize
predicting failures
avoiding paperwork
improving labor safety
digitalization strategy
PN-Control
Reducing staff errors
Solution
Configuration
Inspection process
Gallery

The PN-Control software and hardware complex enables full automation of operative staff work during equipment inspection:
monitoring planning: time, route, equipment

organization of data collection and storage

analysis of monitoring results
Software
State registration certificate for computer software No. 2016660995 dated Sep 27, 2016
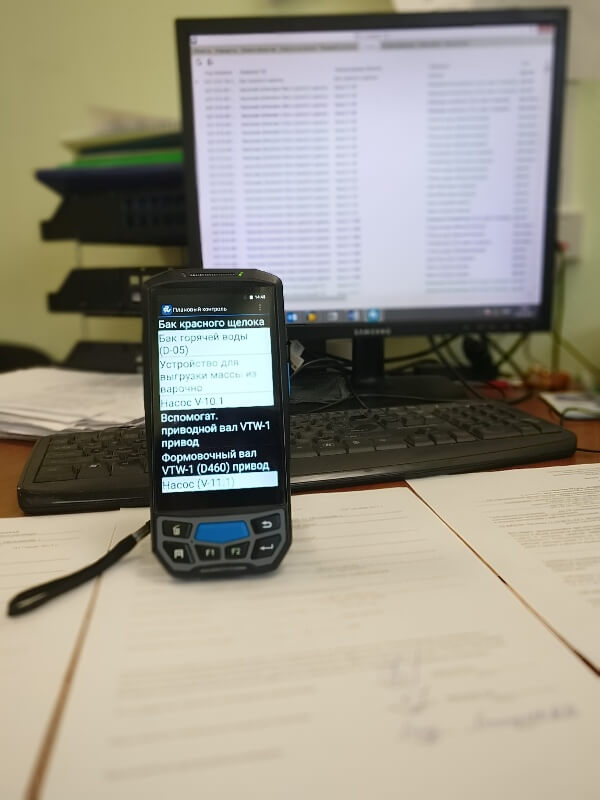
Android device (mobile terminal)
Tags
Sensors
Integration services



Use of various tags on the route: NFC, RFID, QR.
Attendance and inspection time monitoring
Process map generation
Knowledge library
Sensor connection

PN-Control
objects of monitoring and areas of implementation
Objects of monitoring
Areas of implementation
Actual objects of monitoring:
Pumps
Heat exchangers
Pipelines, fittings
Hydroelectric power stations
Gearboxes
Compressors

Pulp and paper industry
Woodworking industry

Mining industry

Metal industry

Ecology

Energetics
PN-Control
integration
Integration
Data exchange structure
Integration with ERP

Turnkey integration of PN-Control includes:
Software and hardware solution (router, sensors, tags and special software)
Turnkey integration
Integration with the enterprise ERP
Period — 1 month at one site of the enterprise

monitoring
input
and maintenance
module for enterprise
management
module for enterprise
management
defects and maintenance
monitoring
Simple integration PN-Control with ERP
ERP
PN-Control
benefits
Benefits
Competitive advantages
Integration cases
0%
Savings from reducing emergency downtime up to 23%
0%
Reducing the repair cost of failed equipment by up to 33%
0%
Increasing the maintenance department efficiency by 30–40%
100% complete set
High implementation rate
Integration with ERP
Intuitive UI
Proprietary algorithms
Import substitution of SKF Microlog Inspector and SAP Work Manager
Implementation cost is 35% lower than competitors
0%
Savings from reducing emergency downtime up to 23%
0%
Reducing the repair cost of failed equipment by up to 33%
0%
Increasing the maintenance department efficiency by 30–40%
FAQ
Software algorithms
Not all possible issues can be pre-programmed. So what should an inspector do if they detect issues not included in the standard inspection operations?
It is not necessary to describe all monitoring activities thoroughly. Instead, a rational combined approach can be taken:
• Use operations detalization in especially critical nodes,
• Perform a general inspection of secondary sites,
• Allow the inspector to create new objects and/or monitoring operations which data need to be saved (log entries).
All these options are provided by our product.
What can an inspector do if he finds a malfunction or failure in equipment?
Below is a full range of information to eliminate or mitigate the consequences of malfunctions:
- An operative action (reaction to a detected issue) is a pre-programmed procedure to be followed by an employee in case of a negative situation; an information window automatically appears when the operation has the “issue is present” status,
- Viewing documents (drawings, diagrams, descriptions) related to a technical location directly in the device,
- Ability to install a SIM card in the device for operational communication with a service engineer.
How to understand whether a person attended a monitoring place or not?
Electronic tag.
Upon the tag activation the software will immediately open the corresponding object window.
Then information whether a tag was activated during inspection or not is recorded separately in the standard report on completed operations.
How to evaluate the workload of the personnel performing equipment inspection during the shift and the workload distribution between shifts?
Each operation has a “labour costs” property where you can enter the time spent on the operation. Later, using a special report (included in the standard report set) you can get an inspection model (a set of expected operations by shifts based on established cycles) which clearly demonstrates both the total operation load per shift and the possible uneven distribution of operations between shifts.
Each facility (due to operation rules) should have various monitoring operations (temperature, noise, leakage, vibration, pressure, etc.). So how to ensure that all operations are output at the right time if they can have different monitoring cycles?
PN-Control has a proprietary intellectual solution to synchronize operation timing both on a specific monitoring object and on a group of objects. A mathematical algorithm collects all upcoming operations at the calculated time point to minimize the number of inputs for the required number of operations without changing their frequencies. Such recalculation is performed automatically every time the next monitoring cycle is completed and does not require user input.
What employee actions and data (monitoring results) will be displayed in the main system?
- Full name of the work performer (basic electronic signature: login–password),
- Time of operation,
- Data on electronic tag activation (reliability of monitoring),
- Monitoring results: a checklist summary and additional information such as an employee’s comment, photo/video files.
How can a technical manager or a specialist receive current monitoring progress information if sending data from the device to the system requires time?
Online informing on the current inspection data can be organized in 2 ways:
- By using the built-in PN-Control messaging service: if an issue is detected messages are sent to a predefined address (SMS, e-mail, Viber, WhatsApp, Telegram, etc.) via mobile communications or the Internet (depending on available resources and customer preferences),
- By receiving information via the Telegram chatbot (information on the monitoring results is available on request in the chat),
- By using a web service that displays the current inspection status in a separate window (requires a stable wireless network signal at the production site).
Deployment issues
We do not have enough specialists and our employees do not have time to form inspection routes. Who will do it if we buy your product?
This is common in our business, so we always offer a turnkey system deployment. Our experienced engineers will analyze the site structure, form all the necessary modules in the system and put tags on the equipment while you just “press the start” and receive convenient reports that are more informative and easier to analyze than paper record books.
Moreover it has become a good practice to provide our support services (after the project launch) for analytical work in the system, assessment of employee actions, additional briefings and training for employees on PN-Control and the technical skills that can be useful for subsequent work.
Should each monitoring operation in each object be registered separately? But there are thousands of them.
To work with large arrays of objects PN-Control provides the Monitoring Packages functionality — these are groups of standard monitoring operations (depending on the types of equipment) that can be linked to a specific object.
Thus a centralized unit (a service center) develops standard monitoring packages and field service engineers use ready-made standard solutions (packages) to build specific inspection routes. Besides they are easy to replicate.
The standard application already includes monitoring packages for many equipment groups.
Paper record books are often used to inform personnel on local instructions unrelated to equipment inspection. How to issue them now if paper record books are cancelled?
PN-Control offers the Instructions for Personnel functionality.
With the use of a basic electronic signature (user identification by login and password), PN-Control allows the service engineer to issue instructions for personnel directly from the software; they will appear on the device panel at the start of work (when logging in to the device).
Upon reading the instruction, a “trace” remains in the system as the employee’s basic electronic signature.
Instructions can be shift-based or one-time for the entire enterprise or a specific route (section).
Integration
I cannot understand the principle of integration with global ERP systems such as SAP, 1C.
The principle is simple: PN-Control receives the functional location structure of the production site from the main “master” system and returns messages on issues on these functional locations. Then in the main system the service engineer processes these messages into work orders, etc. depending on the functionality of the selected MRO system.
PN-Control does not substitute but reliably supplements the MRO system by managing and monitoring the inspector’s actions providing them with the necessary information and returning signals on issues to the “master” system to adjust maintenance plans.
Technical issues
What is included in the PN-Control solution and what does the customer need to operate it?
PN-Control standard package:
- Software for Windows,
- Mobile application for Android,
- Android device (mobile terminal),
- 100 tags (NFC format, specialized, in-house assembly),
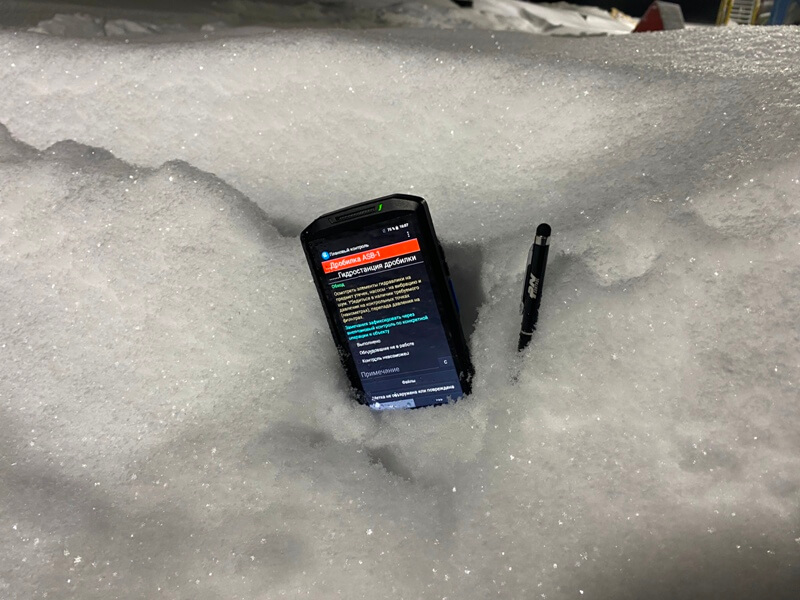
- Accessories (case, styluses),
- Shockproof case,
- + 5 annual licenses,
- + Turnkey integration,
- + Annual support.
Server is provided by customer (minimum requirements for database deployment); a web service option with cloud data storage is also available.
Device–server interaction:
- Data cable (USB),
- or Wi-Fi,
- or mobile Internet.
If communication with the device is unstable how will the system work?
The device is equipped with software for offline operation. Аll basic algorithms of monitoring operations (performing regular monitoring cycles, creating history records of performed operations, saving and linking photo and video files to operations) are implemented in the Android application on the device and all the information from the device is subsequently transferred to the primary database during the first data exchange with the server.
Why can not a general smartphone be used as a device?
There are several reasons:
- Usual smartphones are not durable in a production environment,
- Some functions of smartphones are not sufficient for normal operation (degree of security, battery life, quality of NFC tag reading, speed, etc.). Оur technical department constantly monitors solutions on the industrial smartphone market and offers the best price-quality ratio choice for the customer,
- Software malfunctions are often related to the smartphone itself so many customers do not want to solve device-software integration issues (and that makes sense),
- The start of the device operation requires preparations (correct software installation, protection against misuse, etc.),
- If a smartphone malfunctions someone will have to deal with warranty and post-warranty repairs issues and separately prepare the repaired devices for operation.
Conclusion: following the discussion with many partners we concluded that the best option for our customers is a complex delivery (software + device + accessories) with subsequent support that includes an entire cycle of necessary actions to maintain a comfort zone for our customers throughout the PN-Control solution lifetime.
What are tags?
An electronic chip to identify a functional location and the employee’s attendance at this location during the inspection. A functional location is a group of objects determined by the user according to the ALARP principle (we will help with this).
The NFC format has been chosen due to its wide distribution and availability and the best resistance to the production environment (a QR code, for example, loses its readability rapidly in the production environment).
The only problem we had to solve at the beginning was the presence of interference (electromagnetic radiation, mechanical surfaces) at the production sites that prevents reading NFC tags. So our specialists have developed a unique tag design that overcomes these difficulties and works perfectly in the most unfavorable conditions.
The tag can be used both outdoors and at high temperatures. Various options for attaching tags are available (sticker, fasteners, collar) and a special reflective design makes the tag visible in the most densely packed production area.
For those unfamiliar with the NFC format — such tags do not require a power supply and communication channels and are read by the NFC module of the devices.
Economics
How is the project cost recovered?
The basis is averaged statistics for a selection of companies from different industries (mainly pulp and paper and timber industries):
Reduction of downtime losses:
- Complete elimination of downtime due to insufficient monitoring by operating staff (there is about 20% of such downtime in general statistics).
For example If one hour of downtime equals 100,000 roubles loss, and there is an average of 4 hours of unscheduled technical downtime per month, then the reduction in downtime after the PN-Control implementation will be equivalent to saving about 100 * (4 * 20%) = 80 thousand roubles per month. - Reducing the duration of inevitable downtime — up to 50% of one downtime duration considering that a quarter of all cases could be reduced by the inspector’s correct actions. Hence the remaining 80% of inevitable downtime can save an amount equivalent to 100 * (4 * 80%) * 1/4 * 50% = 40 thousand roubles. The cost recovery only by downtime reduction: 320 / (80 + 40) = 3 months.
- Reducing the repair costs for failed equipment:
up to 25% of repair costs can be avoided by timely issue identification (timely applying grease, adjusting or stopping the equipment). - Increasing labor productivity:
- a) inspector (up to 40%) — if we consider the quantitative optimization, then the PN-Control implementation allows to expand the monitoring (service) areas without compromising the quality by downsizing every third inspector,
- b) ervice engineer (up to 30%) — increasing time for work in other areas (preparation for maintenance, improvements on the site, advanced training). The bright minds of engineers should be aimed at increasing production efficiency
- Reducing losses during maintenance:
up to 20% of the repeated maintenance cost (lack of complete information on the object before maintenance leads to repetition after some time).
In any case, we will help you calculate the project effectiveness. The main thing is to understand the key issues — either the above-mentioned economic rationales or, for example, labor safety level increase, or a global strategy for production digitalization.
Why is the product price lower in comparison with equivalent products?
- Lower integration costs,
- In addition to the PN Control solution purchase implementation costs for a particular enterprise are to be considered,
- These costs are often much higher than purchased hardware and software and not all vendors indicate the integration cost. Our pricing is transparent,
- All costs including deployment of our product and ERP integration, are covered by the basic package,
- Proprietary software,
- The constant search for the best price-quality rate of tools and accessories
- Work on costs reduction constantly (promoting the idea of “lean production” in terms of MRO and implement these principles within our company also by eliminating any costs that are useless for the customer).
Contact us
Contacts
Partners
Requirements



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Under construction
PN-Control software description
The PN-Control software is a necessary link between the equipment, manufacturer and global ERP system for enterprise management.
The PN-Control software can:
- Collect information about condition of the equipment that is not covered by automatic measurement and control systems (on the equipment with such systems, the system condition is monitored),
- Enter monitoring results into a unified database (instead of currently accepted methods like handwritten record books).
А user of PN-Control software receives a pre-developed route and tasks (monitoring operations) with the required interval and monitoring criteria and in the event of a negative monitoring outcome the software offers an “prompt action” that is an algorithm to eliminate or mitigate the consequences of such issues.
Operative monitoring automation by the PN-Control software and hardware solution allows to:
- plan operative monitoring and primary maintenance of equipment,
- arrange the process of collecting, identifying and storing data,
- digitize and analyze the monitoring and primary maintenance results,
- efficiently plan maintenance and repair based on the monitoring results.
System requirements
- Server requirements:
PostgreSQL - Workstation requirements:
Windows 7 and later versions (Windows 10 is recommended), Net Framework 4.5, Microsoft Office 2016 and later versions - Mobile device requirements:
Android 7.0 and later versions
PN-Control software classification
Basic class:
05.15 Information systems for solving specific industry tasks
Product codes according to the All-Russian classifier of products by type of economic activity:
58.29.29 Other application software, packaged
62 Software products and software development services, consulting and similar IT services
Information on the PN-Control software copyright holder
“KIT Sofit” Ltd
Legal address: 163046, Arkhangelsk, ul. Loginova, 80/1, office 43
INN (Tax ID): 2901276752
KPP: 290101001
OGRN: 1162901055701
Email: info@kitsofit.ru
Information on the PN-Control software state registration
Number: 2016660995
Registration date: Sep 27, 2016
PN-Control documentation
- Software functionality (download)
- Software installation manual (download)
- Software operation manual (download)
- Software installation manual is provided individually at the customer request
PN-Control software price
Price request
enter your name, phone number, industry and send a request:
our specialists will contact you to calculate your personal offer
Downloadable documents